- Separador de Hidrocarburos Decantador >
- Tamíz Estático >
- Tamíz Rotativo >
- Tamíz Rodillo >
- Reja Circular >
- Tambor Circular >
- Reja Automática >
- Tamíz Tornillo >
- Tamíz Vertical >
- Cesta de Cribado >
- Vactor Desazolves >
- Tambor de Lodos >
- Desarenador Ciclónico>
- Tornillo de Arquímedes >
- Todas Las Anteriores >
TECNOLOGÍA MBR
Explorar >
Ver Catálogo >
TECNOLOGÍA MBBR
Explorar >
Ver Catálogo >
TECNOLOGÍA DE OXIDACIÓN AVANZADA
Explorar >
Ver Catálogo >
TECNOLOGÍA MBBR
Explorar >
Ver Catálogo >
TECNOLOGÍA INDUSTRIAL
Explorar >
Ver Catálogo >
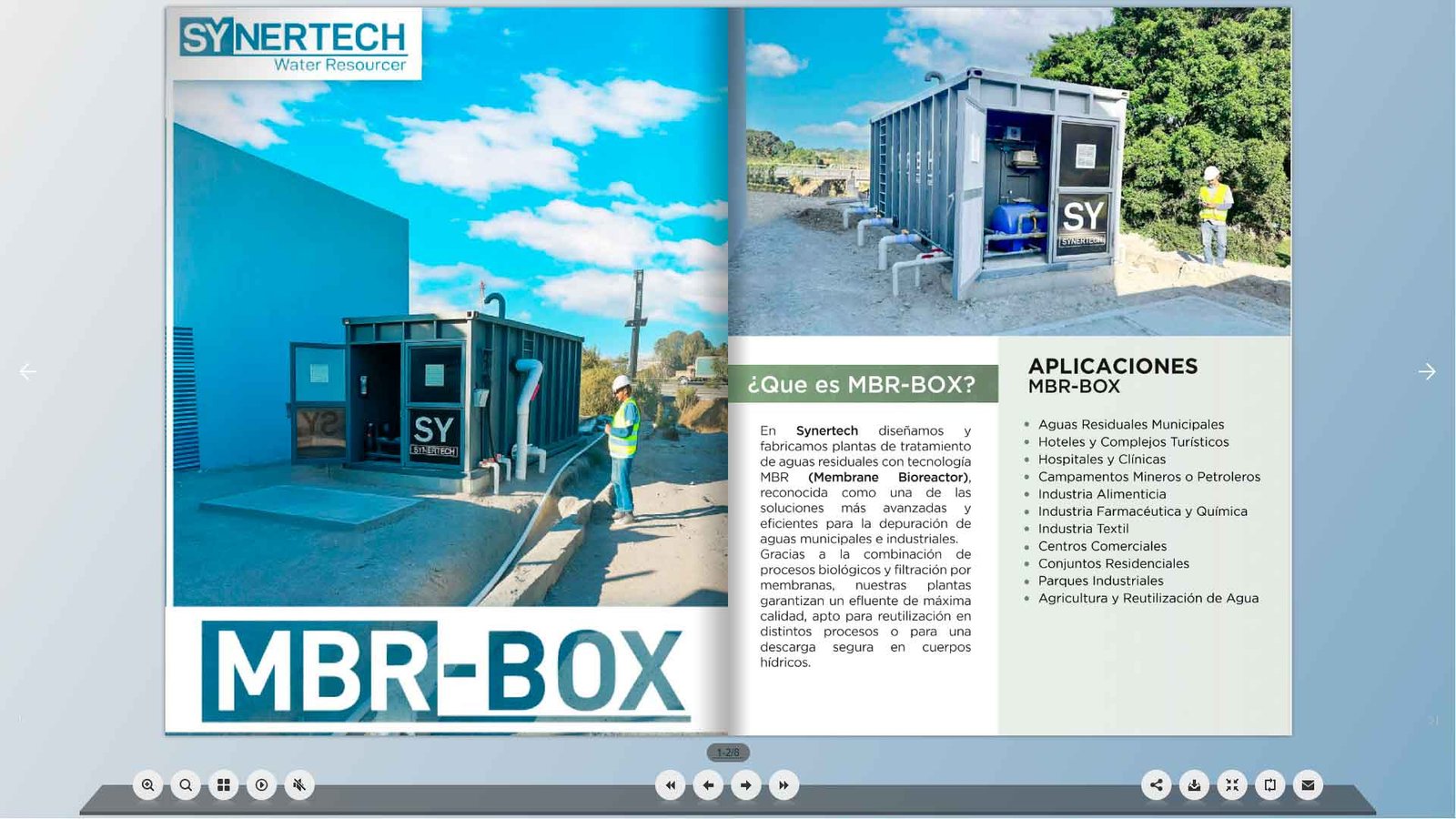
TECNOLOGÍA MBR EN CONTENEDOR
Explorar >
Ver Catálogo >
TECNOLOGÍA MBR EN CONCRETO
Explorar >
Ver Catálogo >
TECNOLOGÍA SBR/MBBR/UF
Explorar >
Ver Catálogo >
TECNOLOGÍA ULTRAFILTRACIÓN
Explorar >
Ver Catálogo >
TECNOLOGÍA MBR EN CONCRETO
Explorar >
Ver Catálogo >
EN DESARROLLO
TECNOLOGÍA ÓSMOSIS
Ingeniería de filtración inversa.
Próximamente en nuestro catálogo.
Próximamente
TECNOLOGÍA DE OXIDACIÓN AVANZADA
Explorar >
Ver Catálogo >
TECNOLOGÍA MBR EN CONCRETO
Explorar >
Ver Catálogo >
TANQUES APERNADOS MODULARES
Explorar >
Ver Catálogo >
PLANTA DE BIOGAS
Explorar >
Ver Catálogo >
TECNOLOGÍA SBR/FBR
Explorar >
Ver Catálogo >
TECNOLOGÍA SBR/MBBR
Explorar >
Ver Catálogo >
TECNOLOGÍA SBR/MBBR/UF
Explorar >
Ver Catálogo >
TECNOLOGÍA SBR/MBBR/UF/MBR
Explorar >
Ver Catálogo >
SISTEMA DAF
Explorar >
Ver Catálogo >
SISTEMA CAF
Explorar >
Ver Catálogo >
DESNATADOR DE GRASAS
Explorar >
Ver Catálogo >
SEPARADOR DE HIDROCARBUROS
Explorar >
Ver Catálogo >
TAMÍZ RODILLO
Explorar >
Ver Catálogo >
TORNILLO PRENSA
Explorar >
Ver Catálogo >
SECADOR DE LODOS
Explorar >
Ver Catálogo >
RODILLO DE LODOS
Explorar >
Ver Catálogo >
FILTRO A PRESIÓN
Explorar >
Ver Catálogo >
FILTRO A VACÍO
Explorar >
Ver Catálogo >
DESHIDRATADOR DE LODOS
Explorar >
Ver Catálogo >
VACTOR DESAZOLVES
Explorar >
Ver Catálogo >
TAMBOR DE LODOS
Explorar >
Ver Catálogo >
PLANTA DE PRETRATAMIENTO
Explorar >
Ver Catálogo >
TAMÍZ ESTÁTICO
Explorar >
Ver Catálogo >
TAMÍZ ROTATIVO
Explorar >
Ver Catálogo >
TAMÍZ RODILLO
Explorar >
Ver Catálogo >
REJA CIRCULAR
Explorar >
Ver Catálogo >
TAMBOR CIRCULAR
Explorar >
Ver Catálogo >
REJA AUTOMÁTICA
Explorar >
Ver Catálogo >
TAMÍZ TORNILLO
Explorar >
Ver Catálogo >
TAMÍZ VERTICAL
Explorar >
Ver Catálogo >
CESTA CRIBADO
Explorar >
Ver Catálogo >
VACTOR DESAZOLVES
Explorar >
Ver Catálogo >
TAMBOR DE LODOS
Explorar >
Ver Catálogo >
DESARENADOR CICLÓNICO
Explorar >
Ver Catálogo >
TORNILLO DE ARQUÍMEDES
Explorar >
Ver Catálogo >